Systeme und Dienstleistungen fürStrahlbearbeitung und Additive Fertigung
Breites Spektrum unterschiedlicher Systeme und Dienstleistungen für die Strahlbearbeitung.
Performance und höchste Verfügbarkeit unserer Maschinen und Systeme optimieren die Produktivität:Rapid Beam Processing in Vacuum
Wir unterstützen Sie vom Entwurf bis zum Produktionsauslauf mit umfassenden Dienstleistungen und Expertise:
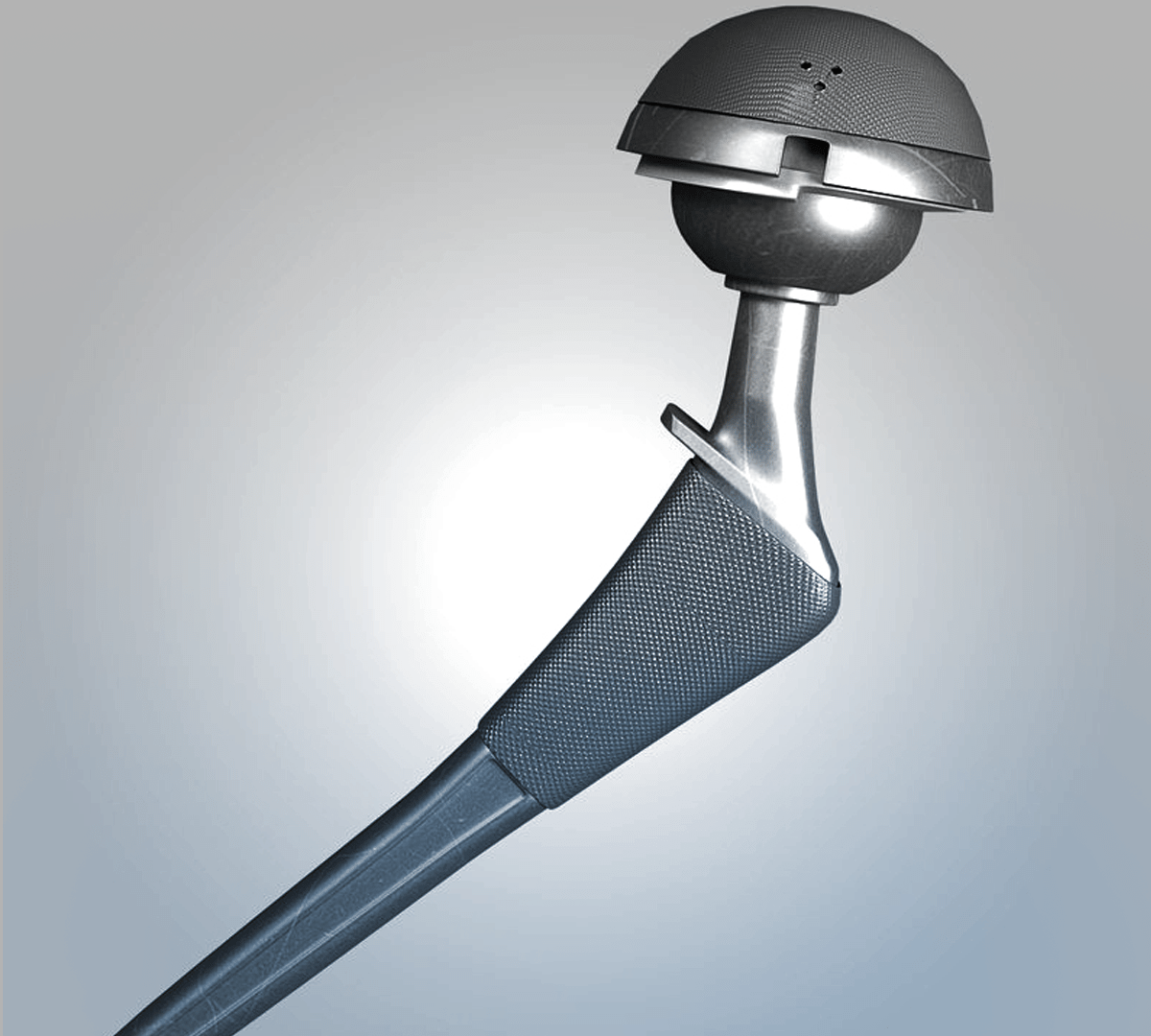
Unsere Expertise in Metallurgie und Strahlbearbeitung unterstützt Sie beim gesamten Produktionsprozess.
Wir sind ein EB-Schweißdienstleister mit zertifizierten Fachleuten und fundierten Kenntnissen in Metallurgie und Schweißtechnik.
Wir unterstützen Sie bei der Bedienung und Wartung Ihrer Anlage für höchste Produktionszeitverfügbarkeit.